EV用大型バッテリーケース量産に向けたユニプレスの挑戦!
日産自動車の電気自動車(以下EV)「リーフ」が発売されたのは2010年12月20日。普通乗用車クラスでは世界初の量販型EVリーフには、当社の製品が多数採用されています。ガソリンから電気へ、低炭素社会の実現に向けて自動車産業には大きな構造転換が起こっており、当社にとってEV部品の生産は新たな挑戦です。今回はその中でも当社初のEV専用製品であるバッテリーケースの開発・生産秘話を紹介します。
ProductEV用大型バッテリーケース
大型バッテリーケースはたたみ一畳分の大きさ!
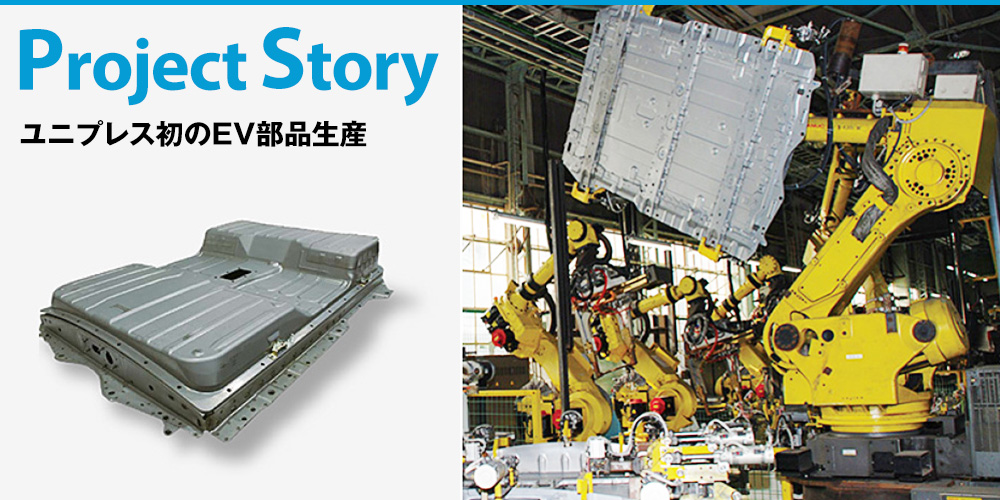
バッテリーケースは、EVの動力源である電気を貯めたバッテリーを収納する箱です。リーフのバッテリーケースは、縦120㎝、横157㎝、高さ23㎝。一畳分もの大きさがあり、重さは約70㎏というこれまで当社が扱ったことのない超大型部品です。中には大容量のリチウムイオンバッテリーが48個収められ、クルマの床下に配置されています。寒冷地や冠水した道での走行など様々な環境下においてもバッテリーを保護するため、気密性が大変重要となる製品です。また、衝突などの衝撃からバッテリーを守るため、材料には軽くて強いハイテン材を使用しています。
Key Technology軽量化と強度維持
強度を維持しながら軽量化するという課題に対し、生産工程から見直しを図り、当初の目標をクリアしました。生産の主な流れは1:重いフロアー本体を作業軽減のための助力装置を使って治具にセット。2:部品を溶接設備で自動組み付け。工程間は全自動搬送。3:ロボットで行ったブレージング(溶接の一種)を仕上げ加工で平面精度を出しフロアー完成。4:完成品を、自動でスキッドという薄茶色の塗装治具にセット。5:スキッドにセットされた状態で直接塗装ラインに投入。

1. フロアー本体投入

2. 溶接工程

3. 仕上げ工程

4. 自動荷姿工程

5. 完成
Achievement軽量化部品の応用化
軽量化を狙った部品構造
EVの主な課題の一つは、重い車重です。航続距離を延ばすために大容量のリチウムイオンバッテリーを搭載すると、ガソリン車よりも車重が増加してしまいます。しかし、車重が増えると航続距離が伸びにくくなってしまうため、バッテリーケースには軽量化が求められます。リーフのバッテリーケースを独占生産した実績を活かし、今後開発されるEVの受容も取り込んでいけると踏んでいます。
Project Members Voices担当者たちの挑戦
製品設計の仕様固め

山本 利宜
技術部 シャシー・燃料グループ
※所属部署、役職は2010年12月当時
効率を求め、全部品の組み付けを確認
見た目は四角い箱というイメージですが、平面度や公差(規格)など製品に求められる機能や性能が多く、その一つひとつを検討していくのが大変でした。当初は溶接打点数が800点以上もありましたが、製品仕様の提案などを何度も行い150点ほど削減しました。治具仕様についても、工程企画担当と約60点もある構成部品の組み付けや溶接工程など、どの順序で行うと効率的かつ品質が保証できるのか、一つひとつ確認しながら進めました。近年、グローバルに環境対応車の普及が急がれています。この経験を活かし、今後はさらなる軽量化を狙った部品構造を提案していきます。
工程企画

石川 光洋
技術部トリム部品グループ
※所属部署、役職は2010年12月当時
工程数の短縮を、ギリギリまで検討
完成品の重量は、上のカバーが約12㎏、下のフロアーが約56㎏で、合わせると約70㎏。大人2人で持ち上げるような製品です。部品サイズを考慮した全体の工程から検討を始めなければならず、溶接工程、生産性、コストを考慮し、得意先に形状変更などの提案を何度も行いました。また、限られた生産エリアの中で、どこまで工程短縮が可能かギリギリまで考えました。すべてが初めてで試行錯誤の連続でしたが、量産にこぎつけた際には大きな達成感を感じました。
設備玉成

佐野 真司
生産技術部 新車展開グループ
※所属部署、役職は2010年12月当時
調整を重ね、自動荷姿搬送用設備を製作
工程企画書を基に、なるべく作業者に負担のかからないラインにするため問題点を洗い出し、工場や設備メーカーと細かい調整をしながら進めました。今回のラインは、ブレージング、助力装置によるパネルセットなど、組立設備として初めての試みが多く取り入れられましたが、関連部門と何度も検討を重ねて完成させました。これだけ溶接打点数のある製品を完全自動化で早期に良品に仕上げられたことが非常に嬉しかったです。
現場管理

増田 実成
栃木工場追浜組立課(係長)
※所属部署、役職は2010年12月当時
関係部門との連携を密にし、作業者の負担を軽減
溶接打点数、ボルト・ナットの数、重量のいずれも車体の一般部品とは桁違いでした。初の試みであるブレージング仕上げはノウハウを必要とするため習熟に時間がかかりましたが、多くの関係部門との連携を密にすることで、大幅に作業者の負担を軽減できました。